
Référence :ANS-HYFLEX11518
Gants anticoupures HyFlex 11-518 de la marque Ansell

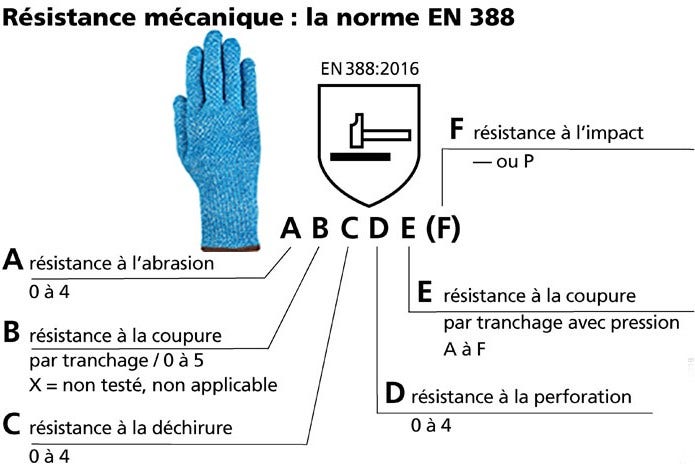
- Résistance à la coupure (EN 388 : 2003) : 3/5
- Résistance à la coupure (EN 388 : 2016) : B
- Résistance à l'abrasion : 3/4
- Résistance à la déchirure : 3/4
- Résistance à la perforation : 1/4
- Enduction : paume et doigts en polyuréthane
- Doublure : nylon - spandex - dyneema diamond
Choisissez votre produit :

Description
Gants anticoupures HyFlex 11-518 de la marque Ansell
- Support sans coutures ultra-léger
Souplesse (amplitude de mouvement) et sensibilité tactile (sensibilité au niveau de l’extrémité des doigts) accrues. - Fibre Dyneema® Diamond Technology
Rapport très élevé entre résistance à la coupure et dextérité, permettant aux travailleurs d’accomplir leurs tâches en toute sécurité et confortablement, avec un niveau 3 (EN) de protection contre les coupures (niveau 2 ANSI). - Enduction PU de fine épaisseur
Grande dextérité et résistance élevée à l’abrasion (niveau 3 EN et ANSI). - Procédé de tricotage D3 au niveau de l’auriculaire
Ajustement optimal à la base de l’auriculaire pour mieux épouser les contours naturels de la main.
CARACTÉRISTIQUES
| Coloris | Bleu |
| Enduction | Paume et doigts |
| Matière enduction | Polyuréthane |
| Matière doublure | Nylon - Spandex - Dyneema diamond |
| Risque mécanique | 3331 |
| Risque mécanique - EN 388 : 2016 | 3X31B |
| Marquage CE | EN 420:2003 + A1:2009 Catégorie II |
| Norme 1 | ANSI 3 ABR |
| Norme 2 | ANSI A2 CUT |
NORME EUROPÉENNE
La norme EN 420 : 2003 + A1 2009 établit les exigences essentielles en matière d’ergonomie, d’innocuité (non-toxicité), de marquage, d’information et d’instructions d’utilisation.
- Le PH de la matière entre 3,5 et 9,5
- Le Chrome VI du cuir doit être ≤ 2,9 mg/kg
- Indication sur les substances possiblement allergiques
- Les tailles sont harmonisées en fonction de la longueur minimale
PRINCIPAUX SECTEURS INDUSTRIELS
- Industrie automobile
- Matériel industriel et biens d’équipement
- Métallurgie
- Industrie chimique
- Utilities
- Entreposage
RECOMMANDÉ POUR
- Assemblage et inspection de pièces
- Moulage par injection sous pression
- Saisie et fixation de composants
- Assemblage final
- Acheminement de pièces à la ligne de production
- Application d’agents de finition à des matériaux/produits
- Manutention de marchandises entrantes
- Ouverture de fours, vidange de pompes, vannes ou conduites, unités de craquage (traitement des hydrocarbures BTX)
UTILISATIONS
![]()